
SHELL MOLD CASTING
Shell molding casting is also called pre-coated resin sand casting process, hot shell molding casting or core casting process. The main molding materia
resin sand, which is more expensive than green sand and furan resin sand. Moreover, this sand can not be recycle used.
The shell molding casting components have a little higher costs than sand casting. However, the shell molding casting parts have many advantages suc
tolerance, good surface quality and less casting defects.Before making the mould and core, the coated sand have been covered with a solid resin film on the surface of the sand particles. The coated sand is a
The technological process is to mechanically mix powdered thermosetting phenolic tree with raw sand and solidify when heated. It has been developed
thermoplastic phenolic resin plus latent curing agent (such as urotropine) and lubricant (such as calcium stearate) through a certain coating process.
When the coated sand is heated, the resin coated on the surface of the sand particles melts. Under the action of the methylene group decomposed by t
resin rapidly transforms from a linear structure to an infusible body structure so that the coated sand is solidified and formed. In addition to the general d
sand, there are also wet and viscous coated sand.After mixing the original sand (or reclaimed sand), liquid resin and liquid catalyst evenly, and filling them into the core box (or sand box), and then tighte
mold in the core box (or sand box) at room temperature, the casting mould or casting core were formed, which is called self-hardening cold-core box mo
hardening method (core). The self-hardening method can be divided into acid-catalyzed furan resin and phenolic resin sand self-hardening method, ure
hardening method and phenolic monoester self-hardening method.


Shell Casting Capabilities at VARTIS ENGINEERING PVT LTD.
At VARTIS ENGINEERING PVT LTD. we could design and produce the shell mould castings according to your drawings, requirements, samples or just your samples. We c
engineering services. The custom castings produced by shell casting are serving in diverse industries such as rail trains, heavy duty trucks, farm machi
construction machinery. In the following you will find a short introduction of what we could achieve by shell mold casting process:• Max Size: 1,000 mm × 800 mm × 500 mm
• Weight Range: 0.5 kg – 350 kg
• Annual Capacity: 1800 M.T.
• Tolerances: On Request.


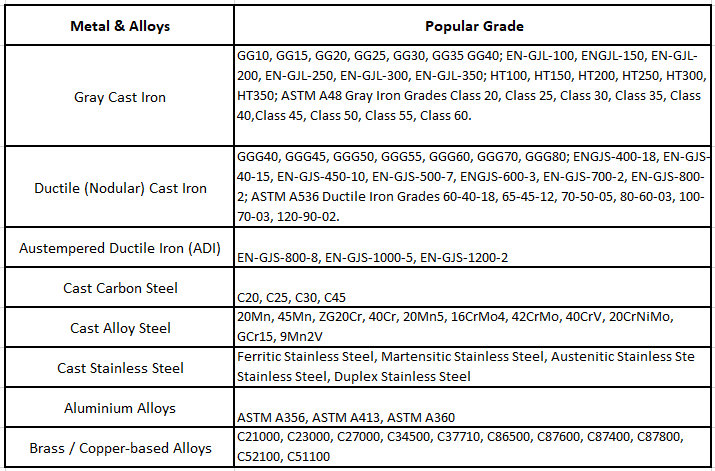
What Metals and Alloys We Cast by Shell Mold Casting
SHELL MOULD CASTING




Shell Mold Casting Steps
✔ Making Metal Patterns. The pre-coated resin sand needs to be heated in the patterns, so metal patterns are the
necessary tooling to make shell molding castings.
✔ Making Pre-coated Sand Mold. After installing the metal patterns on the molding machine, the pre-coated resin sand
will be shot into the patterns, and after heating, the resin coating will be molten, then the sand molds become solid sand
shell and cores✔ Melting the Cast Metal. Using induction furnaces, the materials would be melted into liquid, then the chemical
compositions of the liquid iron should be analyzed to match the required numbers and percents.
✔ Pouring Metal. When the melted iron meet the requirements, then they will be poured into the shell molds. Based on
different characters of the casting design, the shell molds will be buried into green sand or stacked up by layers.
✔ Shot Blasting, Grinding and Cleaning. After the cooling and solidification of the castings, the risers, gates or
additional iron should be cut off and removed. Then the iron castings will be cleaned by sand peening equipment or shot
blasting machines. After grinding the gating head and parting lines, the finished casting parts would come, waiting for the
further processes if needed.